 |
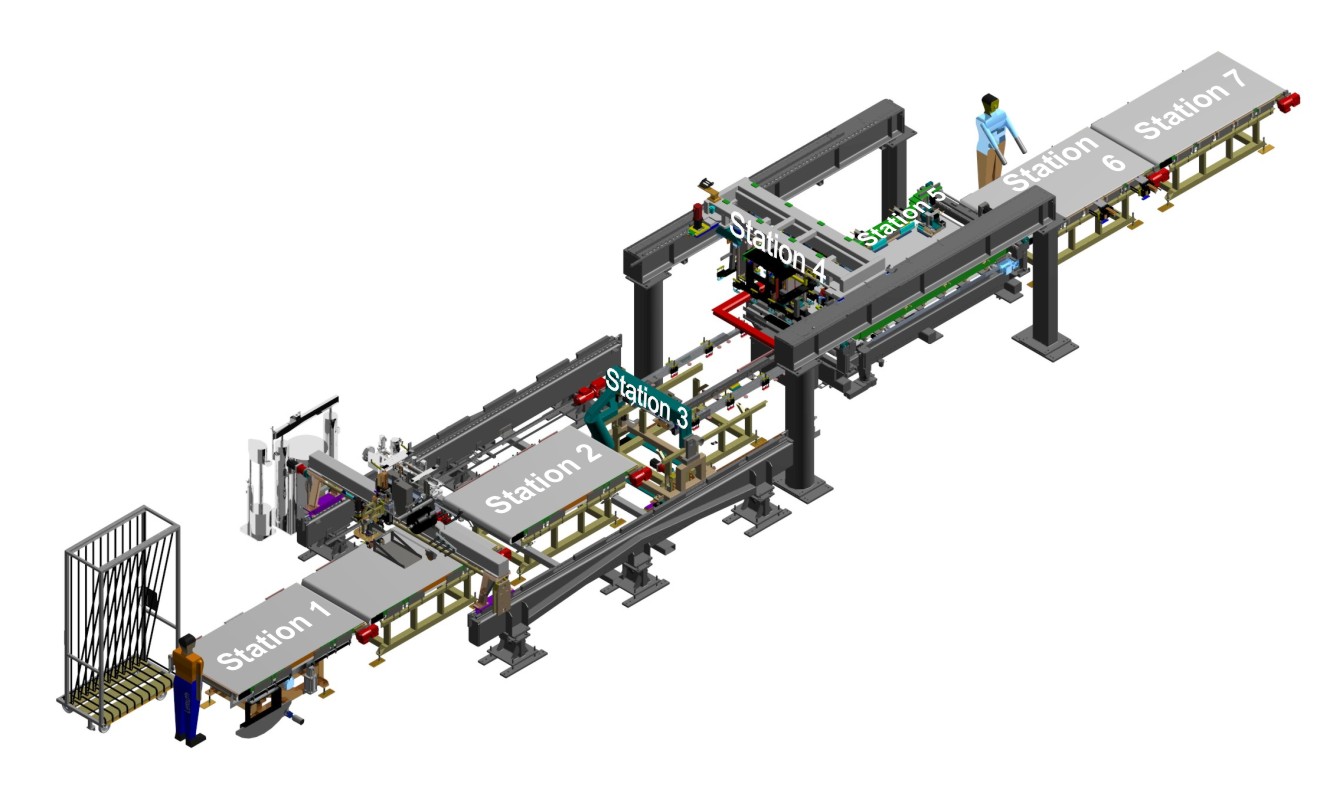
The door elements are placed on the tilting table, from where they are fed to the adhesive tape application centre. At that station, the operator prepares the door elements for the subsequent process steps. The conveyor belt of the tilting table ensures that all the elements are moved gently, irrespective of the characteristics of their materials.
Application of Adhesive Tape KBA600 - Fully Automatic and Circumferential
The series KBA600 automatic adhesive tape application machined applies the adhesive tape fully automatically an circumferentially to:
Optionally, adhesive tape may also be applied around the glass motifs.
Application of Glue GVA115 /LEMUTH DynaFlow
As an option, an additional applicator head may be fitted to the cross beam for the application of glue. The application of an adhesive to glue the glass motifs or sheet metal parts would thus be conceivable.
The main component of the gluing station ist the dosing unit specially developed by LEMUTH. Barrel pumps deliver the glue to the dosing unit, where the glue pressure is lowered by pressure reducers, with the optimum mixing ratio of the two components subsequently set via servormotor-driven gear pumps. Since the glue pressure is reduced before the glue reaches the gear pumps, the pumps operate with virtually no wear. At the optimum ratio, the two components are then delivered to the applicator nozzle, where they are mixed.
All the types of glues may be applied, such as
A nozzle-cleaning unit ensures a perfect gluing result.
The turning unit handles the transport of both the frame and the outer panel and turns the inner panel. Before being turned, the inner panel is moved into the correct position, then suction lifted by the turning unit and turned 180 degrees to the opposite side. It is in this condition that the inner panel is transferred to the vacuum suction unit. To ensure optimum reception and transfer from the upstream to the downstream station, the turning unit is equipped with a traversing unit.
The suction gantry carrying the suction cups is freely movable in the x-y-direction. The suction cups attached to the suction gantry can be individually controlled and moved to the extent required. The control system allows the suction cups to be individually activated. Thanks to this dynamic activation feature, it is possible to accommodate a wide variety of situations that may arise in the front door production process.
The clamping table is a high-precision assembly unit. Frames are positioned on the clamping table, where their exact dimensions are determined and where they are prepared for vacuum suction lifting.
The following outer panel is also accurately fixed to the horizontal clamping table, with the exact dimensions of the panel determined in order to ensure that the frame is put in place aligned in a centred way. In a last step, the outer panel - complete with the frame, glass and insulation material - is realigned and measured on the clamping table, so that the inner panel can be put in place aligned in a centred way.
The manual assembly workplace is equipped with a motorized conveyor belt. At this station, the insulating panels and glass panes are mounted manually. Additionally, further manual operations can be performed on the outer panel, with the frame mounted. Enhanced security monitoring and communication pushbuttons facilitate work.
Once the door leaf has been accurately put together from the three parts, namely, the other panel, the frame and the inner panel, the door leaf is moved along the manual assembly table to a pressing station. In that pressing station, the parts are joined together at a definable contact pressure and pressed together by the addition of heat to become a finished door leaf. This door element can then be removed from the line.
Prospekt
|