


This machine, which has been used very successfully in window construction – in very many construction stages – since 1992, is a genuine alternative to the previous, elaborate manual stage of “inserting gaskets”. Enormous time-savings thanks to rapid processing as well as the clean, high-quality insertion of the rubber gasket are among the key advantages of this system.
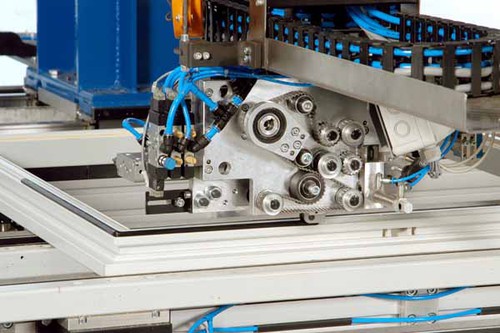
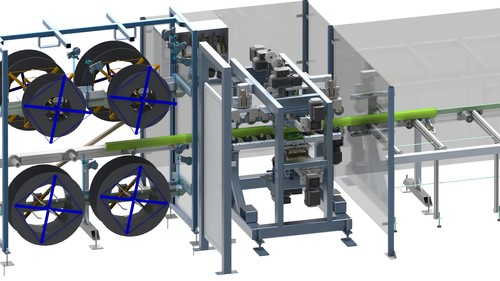
The gasket insertion machine automatically inserts the gasket in window elements. The gasket is inserted along the sealing groove, around the corners.
The gasket is inserted in the window groove in a compressed state. The degree of compression can be set at the control. A special groove guidance system monitors and regulates the exact course of the rubber insertion unit along the sealing groove during the whole process. Optimised processing properties are achieved with the use of a wetting device for the balanced wetting of the rubber.
Depending on the production concept, the frames and/or sashes can be processed with up to 99 fields. A turning unit flips the window over onto the 2nd side for leaf processing. This means that the glass and stop side can be fitted with rubber gaskets. The machine can be fitted with two insertion units to process various gasket profiles – such as glass and groove gasket.
The automatic gasket changer facilitates fitting two gaskets with one gasket insertion unit. This means that two different coloured gaskets or two gaskets with similar geometrics can be mounted using one inserting unit. The machine only needs 5 seconds for the automatic switching of the two gasket strips.
does not need any thread to stabilise the material. The use of coloured gaskets – alongside the standard black rubber gasket – perfectly rounds off the optimum design of coloured windows. EPDM and TPE or other similar gaskets in various designs are used.
The rabbet seal is fitted on the circumference of the sash. Optionally, a V-shaped notch may be cut on the corners.
The gasket stop can optionally be placed on one of the 4 sides of the window, projecting our or with mandatory ventilation. There is no need to bond the ends of the gaskets due to the compressed assembly.
The glass seal is inserted one on each side, since in most cases there is no circumferential groove. The ends of the seal are cut square.
The downstream welding plant fully automatically welds the seal in the corners. By welding of the seal ends, the four single seals become one circumferential glass seal.
The seal insertion automats process profiles with a variety of geometries and dimensions. The pallet of profiles can always be extended afterwards.
gasket insertion is necessary only on three sides of the element. The machines can accommodate the glazing bar position on all 4 sides of the sash.
The control reports the end of the gasket. To “reload”, the operator places a new reel or box on the gasket feed and neatly bonds the old end to the new end of rubber.
The processing data can optionally be made available online via the central network, by disk or manually. It is also possible to run the system with self-detection. A modem is integrated in the control for quick, uncomplicated teleservice.
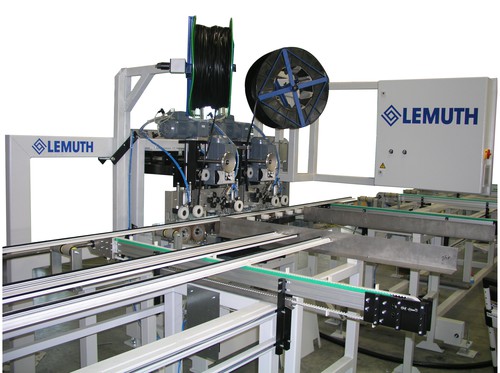
For many years LEMUTH gasket insertion machines have suc-cessfully proved their worth in practice in many window construction companies. Various applications – whether as stand-alone versions or high-speed systems in production lines for the 1 minute rate - characterise the flexibility in use.
Prospect
Video
Gasket insertion and clip mounting on the sash element
Automatic gasket insertion, lateral gasket insertion




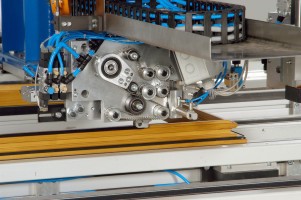
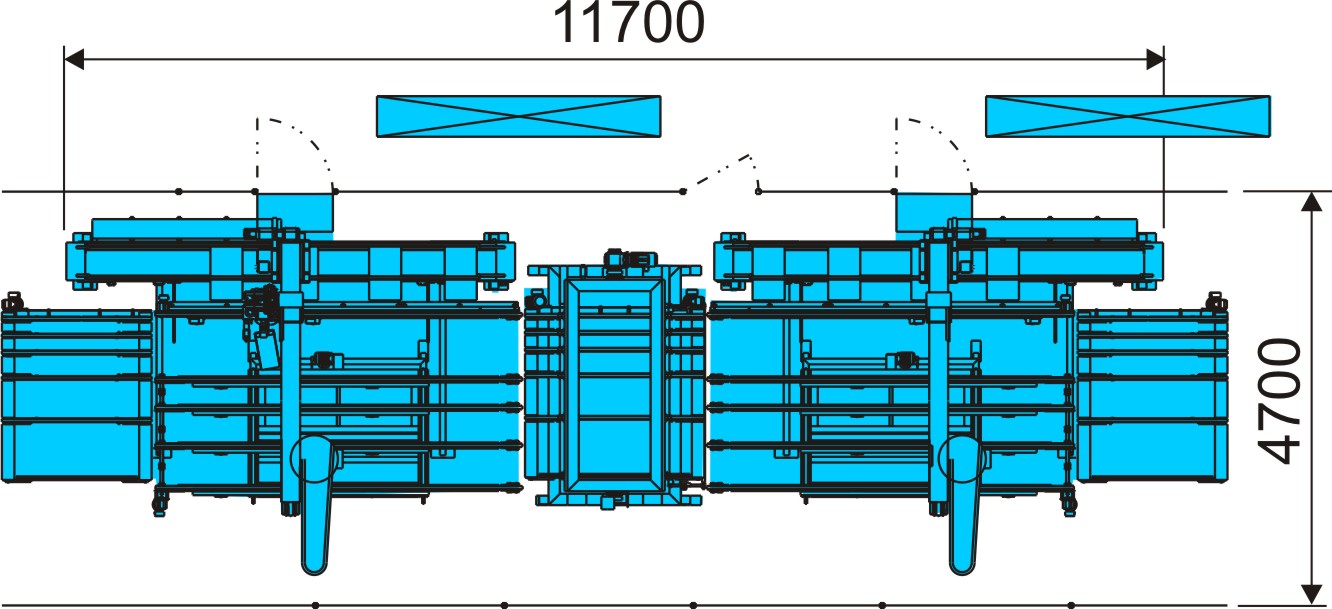
The gasket insertion machine is designed for the automatic insertion of rubber in long straight parts. Depending on the version, window profiles – such as glazing strips, frame, leaf or transom profiles – door frames or boards are fitted with rubber gaskets. The operator inserts the profile element in the working area of the machine. The gasket is then drawn in, cut and the unit discharged to the receiving table automatically.
Profiled elements made of PVC, aluminium or wood are suitable for processing. The length of the parts to be processed is irrelevant. The machine control independently recognises the start and end of the element and inserts the gasket with a clean cut at the start and end of the rod.
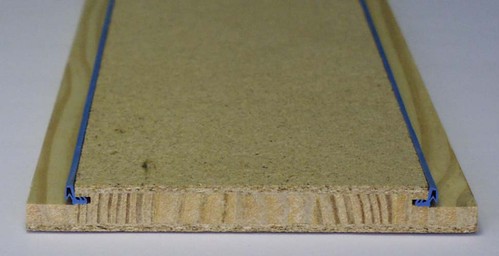
The rubber gasket is inserted in the profile element in a compressed state. The insertion speed is approx. 10 to 15 m/min and can be adjusted at the control depending on the components to be processed. Thanks to the compressed processing, there is enough rubber gasket in the groove to ensure that the length of the groove is filled with a rubber gasket even when it warms up.
Depending on needs, one or more rubber gaskets can be inserted at the same time. This means that the glass and groove gasket can be fitted in one process for leaf profiles. The two gaskets are also fitted at the same time in transom profiles. In this process, the insertion unit works with the parameters set specifically for each gasket.
It is possible to process various gasket colours of the same rubber profile. For this, the second gasket colour is provided on another reel. The gaskets are changed by hand in the standard ver-sion of the machine.
An automatic rubber changer can be integrated optionally for quick changing between the gasket colours. After changing the gasket colour at the control, the rubber gasket in the insertion device is automatically changed and then fed into the fitting start position.
It is possible to process various profile widths by adjustment to the guide elements and the insertion device. The insertion position can optionally be adjusted using a handwheel or easily, using servomotors, by dialling up on the control.
Depending on the application, the cutting device can be set for straight or mitre cuts.
Prospect
Video
| Operating voltage | 400 VAC |
| Control voltage | 24 VDC |
| Connection type electrical | CCE |
| Operation pressure | 6 bar |
| Connection type pneumatic | 1/4“ |
| DAW100 | |
 |
|
|
DAGL110
|
|
 |