



LEMUTH’s glass gluing machine guarantees the accurate and neat gluing of panes into the sashes. The machine needs 60 to 65 seconds to apply the glue to a standard surface area of 1 m x 1.2 m. The composition of the profile to be processed must be adapted accordingly, meaning, the slot between the glass pane and the rebate base of the sash will be reduced to 3 – 4 mm to minimise the amount of glue required. A reduction of the slot is possible since this gluing method does not require using wedges for the glass pane.
After the operator has inserted the pane of glass into the sash of the fully assembled window frame on the preceding loading rack, the machine takes the window for further work. Individually driven conveyor belts on the lower and the back side of the machine ensure that the unit is transported gently. Before gluing, the window unit is automatically clamped to the rear panel of the machine. The glue is inserted around the entire periphery between the glass compound and the glazing rebate. After application the window units are loaded off the machine. The glazing beads are then assembled. Shortly afterwards it is possible to gently feed the window unit onwards.
Via an automatic plausibility check the machine controls the exact thickness of the glass. Further-more, when using hot melt adhesives, a specific mechanism has been integrated for the alignment of the glue stream. This ensures that the injection nozzle always glides at the optimum injection angle to the profile section. The heated glue nozzle stand-by position prevents the glue from hardening during periods of inactivity. When using silicones or 2-component polyurethanes the nozzle is equipped with a compensating element to balance out any deviations in the profile section. The nozzle glides along the surface of the glass.
The machine can process windows with any number of sashes. After the parts have been recognised using a barcode reader the control system processes all the necessary information from the data record for the machining of the parts.
A convenient industry PC with windows-XP is available for data input. For fast remote-access there is an integrated modem.
Gluing technology delivers a much higher level of stability. The number of subsidences or deformations is noticeably reduced. The gluing of PVC sashes in glazing rebates of up to 2 m also dispenses with the need for steel reinforcements. It is also possible to narrow the profile of the sash itself resulting in an additional savings on materials. The sash is lighter. The greater rigidity of the unit facilitates the production of larger sashes.
The glued sashes are completely wind proof. Ele-ments with standard glazing improve the insulation value by 20%. Windows with such good characteristics are optimal for use in passive and low-energy houses.
 |
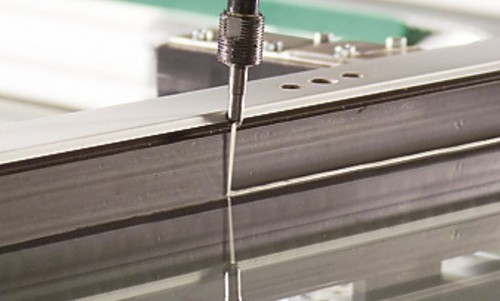
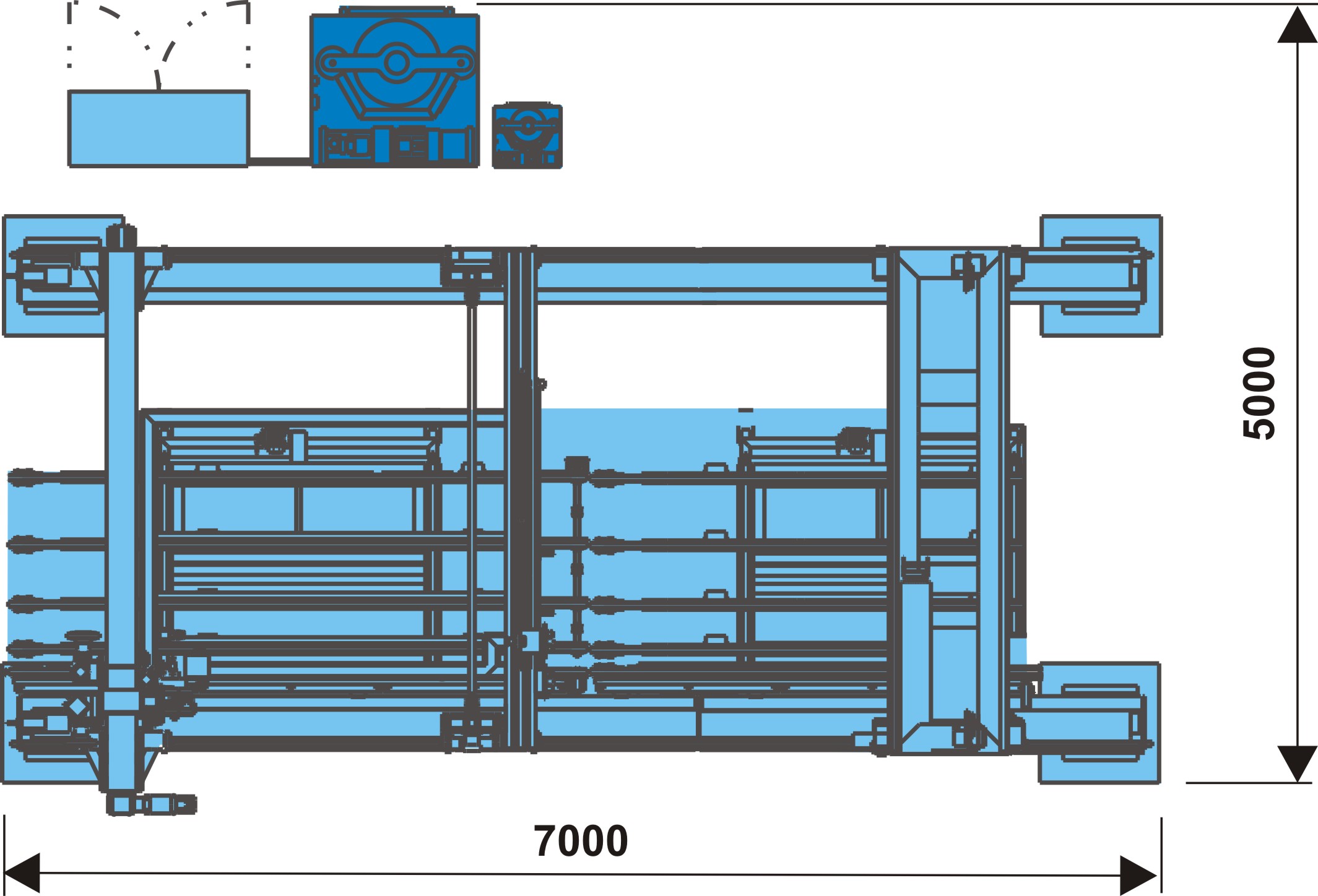
VERTICAL machining position - optimised for gluing in the sash rebateWhen the glue is applied in the sash rebate, it is applied between the glass pane edge bond and the sash profile. A gap of approximately 3 mm is required for this application. For the gluing of the glass pane, the sash can already be mounted in the frame. The advantage of this is that the sash can be optimally aligned in the frame. Thanks to the increased rigidity of the sash after gluing, the sash and the frame form a perfect unit. |
 |
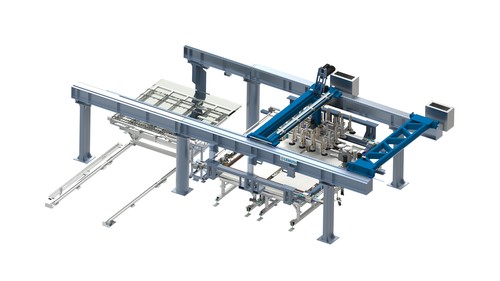
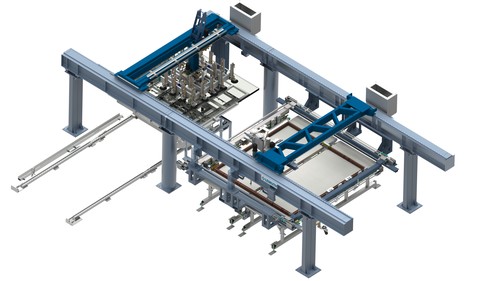
HORIZONTAL machining position - optimised for gluing in the sash overlapIn this configuration, the glue is usually applied to the inside or the outside of the sash overlap. High-precision handling units fully automatically perform all work processes such as loading the sash, applying the glue and inserting the glass in a precise manner. Because it is mainly wooden sashes that are glued in the overlap, the sash can be aligned precisely at right angles by means of the clamping table. Once the glue has set, the aligned sash will retain its shape permanently. |
Prospect
Video



The glass pane gluing station GVM114 has been designed as the entry into the manufacture of glued elements and optimized for the application of two-component adhesives. To meet the customer’s manufacturing requirements the gluing station is capable of gluing sashes or complete window structures made of plastics, aluminium or wood. The gluing nozzle is manually guided so that the adhesive can be applied into the glazing rebate or the casement overlap.
Although the manual gluing station is mainly used as an entry into gluing, its parts can nevertheless be reused later on in an automatic gluing system. Thus the pumping equipment, the LEMUTH DynaFlow metering station, the industrial PC and the supply hoses can be reused in a fully automatic version of a gluing machine.
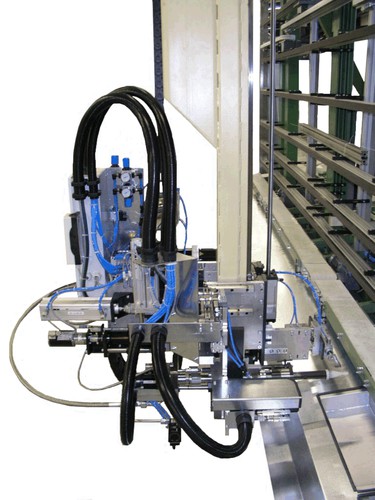
The hose can be easily guided throughout the entire working area by a cantilever arm attached to the boom.
The specially designed LEMUTH DynaFlow metering station is the main part of the gluing station. Like the industrial PC, the metering station is mounted on a base frame. The adhesive delivered by pumps is transported by the barrel pumps to the metering station, where the pressure of the adhesive is reduced by pressure reducers and where afterwards the optimum mixing ratio of both components is adjusted by gear pumps that are driven by servomotors. By reducing the pressure of the adhesive upstream of the gear pumps, the operation of the gear pumps is almost wear-free. Both components are then transported in an optimum ratio to the application nozzle where they are mixed.
to carry all parts of the gluing station.
An application gun fitted to the hose ends is used for mixing the two-component adhesives. The two substances are mixed by a replaceable one-way PVC mixer.
A Beckhoff industrial PC is used for the control of the metering station. This PC controls all parameters of adhesive metering and can also be used as a monitoring unit. All process-relevant parameters are monitored and recorded. This allows all parameters of a glued element to be checked later and at any time. The control is programmed with Windows XP. Remote maintenance of the systems is possible via the Internet.
Prospect
Video


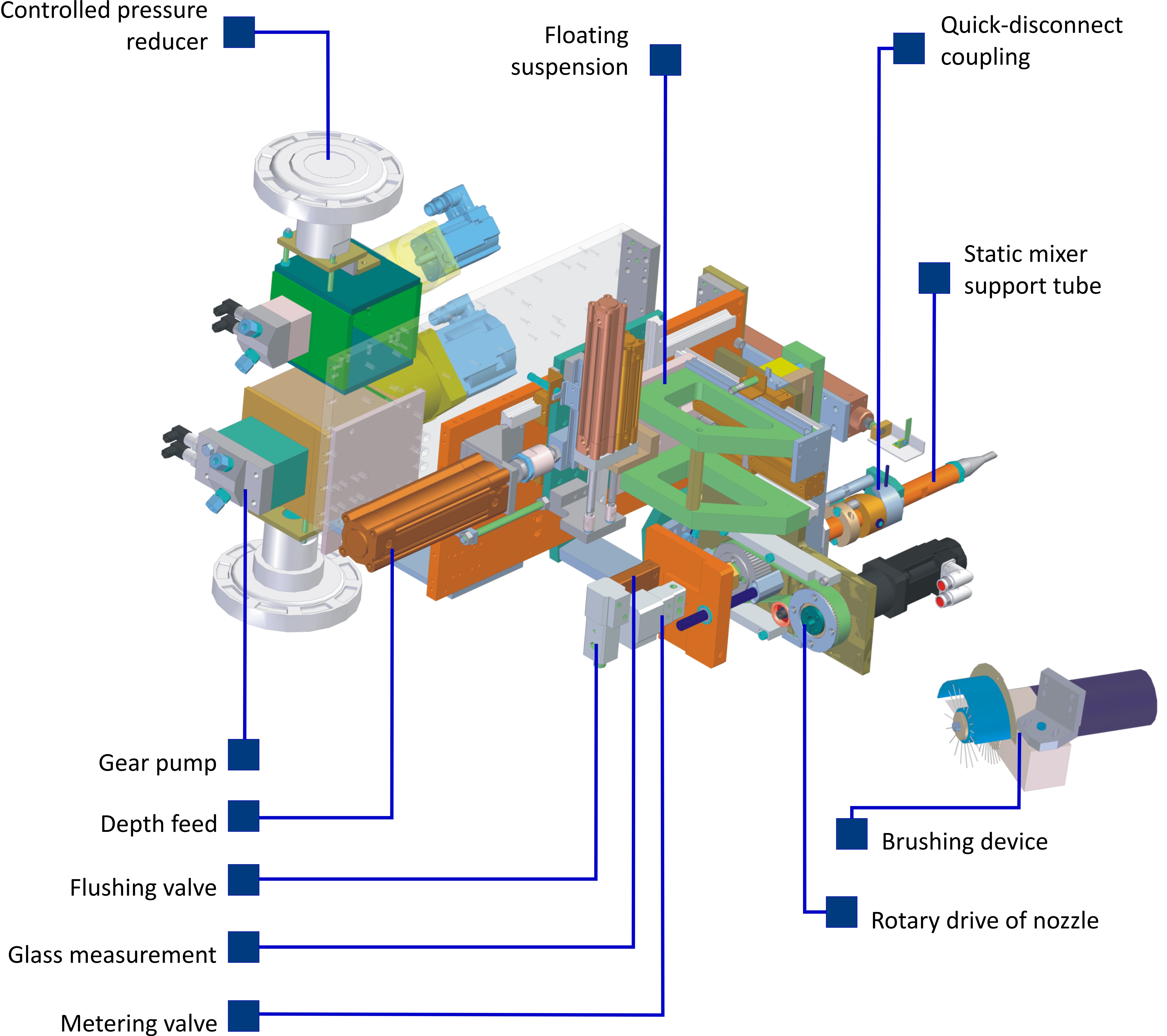
This highly dynamic machine system has been designed for metering and applying one- and two-component adhesive types for the automatic adhesive application to window and door units. The adhesive can be deposited in the glazing rebate or in the casement overlap. All control and automatic regulation functions of this application system are carried out directly by the control system of the automatic gluing machine.
The application system consists of the following main elements and functions:
Prospect
| Element size min./max.: | Based on customer requests |
| Profile cross sectiont min./max.: | Based on customer requests |
| Type of glue: | 1-component adhesives / 2-component adhesives |
| silicone-containing adhesives | |
| Adhesive storage: | 20-l-Hobbock / 200-l-barrel |
| Element size min./max.: | Based on customer requests |
| Profile cross sectiont min./max.: | Based on customer requests |
| Machining time: | About 4 minutes / element |
| Type of glue: | 1-component adhesives / 2-component adhesives |
| silicone-containing adhesives | |
| Pumping and sorting station: | Based on customer requests |
| Adhesive storage: | 20-l-Hobbock / 200-l-barrel |
| Sash preparation |
Pane is mounted in the sash, Sash has already been placed in frame |
| Window (exterior max.) | 2.500 mm x 3.500 mm |
| Window (exterior min.) | 400 mm x 400 mm |
| Profile height max. | 125 mm |
| Time per field 1m x 1,2 m | 60 bis 65s / Umlauf |
| Operating voltage | 230 / 400 V - 50 Hz |
|
Control voltage |
24 DC |
| GVA 115 - Vertical glass pane gluing machine | GVA 115 - Horizontal glass pane gluing machine |
 |
 |